- インドネシア産のノニジュースやブアメラ、EVCOなどの原料や製品をご提供する長野県松本市のM&Kエムケーラボラトリーズ
- 〒399-0007長野県松本市石芝4-7-11

カテゴリ: Biodegradable plastic >M&Kぶろぐ >キャッサバ >タピオカ >タピオカでんぷん >でんぷん >プラスチック >生分解性プラスチック >生分解性プラスチック
ーーー解説ーーー
環境と生態系維持のための
タピオカでんぷんを使用した生分解性プラスチック
Biodegradable Plastic Utilizing Tapioka Starch
生態系に悪影響を及ぼし、また人的活動に基づく二酸化炭素放出を抑制する努力は、世界的な課題となっています。
石油系材料を使用したプラスチックは、無暗に廃棄しなければ生態系に大きな影響を及ぼすことはないと確信します。
しかし、生産第一・実利第一の国家主義や経営方針が続く限り、石油系プラスチック廃棄物は環境への悪影響が増大していくことも確実です。
再生可能で食料に使用されない澱粉質が豊富な植物がプラスチック原料として使用されるなら、大いに活用・利用すべきです。
でんぷん質が豊富な植物の候補の一つがインドネシアやタイ、あるいはブラジルで栽培されるキャッサバから採取される澱粉です。
この澱粉を使用したプラスチックは、実用的であり、廃棄した場合には自然に還るという利点があり、生態・環境への負荷が小さくなります。
実際、キャッサバ澱粉の約20%は食品とならずに廃棄されているので、利用されるべきでしょう。
弊社は、数年前から生分解性プラスチックに興味をもち、実際にインドネシアで実用化されているプラスチック袋を紹介しています。

生分解性プラスチック、Biodegradable plasticの解説文献を入手しましたので、本分野にご興味ある方に基礎的な知見となると思い紹介いたします。
出典:Prosiding Seminar Nasional Kulit, Karet dan Plastik Ke-5
Yogyakarta, 26 Oktober 2016ISSN : 2477-3298
著者:Dr. Asmuwahyu Saptorahardjo
注)PT ILP社は本分野における先駆的、代表的企業です。
以下本文
「ENVIPLAST:澱粉ベースのバイオプラスチック化合物」
Dr. Asmuwahyu Saptorahardjo, PT Intera Lestari Polimer (ILP)
概要
マイクロプラスチックの問題を含むバイオプラスチック産業の成長を背景にレビューが行われました。
バイオプラスチックの意味とそれらの標準的な試験手順の理解は、産業の実用的な観点から説明されています。
配合プロセスは、生体高分子と合成高分子の混合物の製造プロセスの1つです。
でんぷんキャッサバ原料の場合を使用して説明します。
バイオプラスチック樹脂としてのEnviplast配合の製品は、その機械的特性、その生分解の結果、およびその用途を説明します。
キーワード:生分解、バイオプラスチック、キャッサバ、配合、環境プラスト、でんぷん
緒言
比較的安価で、軽く、強く、耐久性があり、耐食性のあるさまざまなプラスチック製品。
主要なプラスチックを構成するさまざまなポリマーがあり、設計できるさまざまな特性を備えており、技術の進歩、ヘルスケアを促進しながら、輸送、電気通信、衣類、包装に使用される多くの種類の製品で実際に作ることができます。
省エネ、および食料源の長期保管にパッケージを使用するなどのさまざまな社会的利益。
収量を増やすためのプラスチックフィルム(Andrady and Neal、2009)。
プラスチックの生産量が過去60年間で1950年の0.5トンから2億6000万トン以上に大幅に増加したのも不思議ではありません(Thompson et al、2008)。
一般に、加工性と性能を向上させるために、ポリマー樹脂にさまざまな添加剤を添加します。
これらの添加剤には、無機フィルターが含まれ、場合によっては、再刺激、可塑剤、酸化防止剤、UV安定剤、顔料を染色するための難燃剤が含まれます。
PVCの可塑剤など、さまざまな添加剤が数十パーセントまで大量に添加されますが、ポリオレフィンのアンチオキシダンは1%未満しか添加されません(Saptorahardjo、2010)。
生物への取り込みと蓄積に関連するプラスチック中の添加物の種類と量については、まだ研究が行われていません(Andrady and Neal、2009)。
使用済みパッケージの蓄積は、さまざまな消費者向け材料とともに、埋め立て地に送る必要のある廃棄物の蓄積に貢献します。
管理されていないゴミは、都市部のさまざまな場所に散らばっています。
都市部の廃棄物は増加しており、熱可塑性製品を含むさまざまな材料で構成されています。
熱可塑性プラスチックは、生物学的起源の材料ほど速く生分解することはできません(Andrady、2003)。
プラスチックの廃棄期間は、その構造、化学的挙動、および環境特性によって異なります。
プラスチック包装のほとんどは、ポリエチレン、ポリプロピレン、ポリスチレン、およびエチレンテルフタレートで作られています。
ポリマーは疎水性であり、廃棄時に分解することはほとんどありません。
プラスチック廃棄物の問題インドネシアのプラスチック消費量はまだ17kg /人/年と低いですが、埋め立て地の問題、文化的問題、廃棄物管理のため、薄くて多層の柔軟なプラスチックパッケージのリサイクルはありません。
蓄積、特に薄いプラスチック包装は、環境問題になります。
人口密集地から海へのプラスチック廃棄物の流出量の公表(Jambeck et al、2015)は、まだ疑わしい計算アプローチですが、すでに意思決定者の認識になっているため、インドネシアは海の主要なプラスチック汚染物質の一つと見なされています。
それとは別に、海洋に浮遊するプラスチック廃棄物はマイクロプラスチックの問題として知られています(Andrady、2008; Saptorahardjo、2015)。
数年後、プラスチック廃棄物は、主に紫外線による風化によって崩壊し、機械的に破壊される可能性があります。
サイズは5mm未満に縮小され、マイクロプラスチックと呼ばれ、表面積が大きく、非極性高分子として残り、有機汚染物質の原油(PAH画分から)、PCB、非常に毒性の高いポリ塩化ビフェニルと容易に結合します。
サイズが小さいため、関連付けも簡単です。
動物プランクトンは、図1に示すように、海洋の餌場を通して、私たちの食卓にたどり着くチャンスがあります。

写真1。マイクロプラスチックを使用した動物プランクトン Cole M、Lindeque P、Fileman E、Halsband C、GoodheadRMなど。
(2013)動物プランクトンによるマイクロプラスチックの摂取。環境科学技術47:6646–6655.doi:10.1021 / es400663f
デンプンは、アミロースとアミロペクチン分子のマクロ混合物であり、グルコース分子で構成される生体高分子です。
アミロースは線形構造で、1.4Cクラスターの最大2000の接合部があります。
グルコースと少なくとも1.6Cの分岐点。
一方、アミロサペクチンは1.℃でより重要な分岐点を持っています。
でんぷん植物では、それは超顆粒または顆粒根として見られます。
平均アミロース比は20-30%および70-80%はアミロースペクチンでした。
また、タンパク質や脂質など、植物の他の高分子と結合することができます。
糊化、老化、粘度、発酵の容易さなどのデンプン特性は、アミロースとアミロースペクチンの比率、置換度、植物のデンプン中の脂質およびタンパク質成分との関連性によって異なります。不均一なデンプン粒のサイズ、範囲は、ピコメートルで:5〜100pmです。
バイオプラスチックのエンビプラストとカサプラストを作るには、植物由来の脂肪酸、生分解性合成プラスチック、その他の添加物を化合物として正確に配合し、プラスチック加工装置で処理できるが、堆肥化プロセスで生分解できるようにする必要があります。
複合技術は、アミロース/アミロースペクチンなどの生体高分子と、合成高分子と同じ粘弾性特性を持つ生分解性生体高分子とさまざまなバイオームで一般的に利用可能な他の多糖類の組み合わせの配合に基づいており、水分含有量、可塑剤、相溶化剤の正確な測定が必要です。
そして、ツインスクリュー押出機などのコンパウンダー設備で処理されます。
バイオプラスチック、生分解性、合成可能性
ウィキペディアでは、バイオプラスチックをバイオマス由来のプラスチックと定義しています。
再生可能な原材料を使用したプラスチックを意味します。タピオカ、トウモロコシ、ジャガイモなどの植物の他に、農業産業廃棄物だけでなく、生物相や微生物の活動に由来するものからです。
バイオマス由来の成分のより適切な用語はバイオベースです。
バイオベースのプラスチックという用語を使用することにより、バイオベースの材料と化石ベースの材料の混合物をバイオベースのレベルで決定することができます。
バイオプラスチックのバイオベースの含有量を決定するための方法は、ASTMD6866です。
この方法では、無機炭素から放出された後のバイオプラスチック材料が約800℃で燃焼され、結果として生じるCO2ガスの分解はC14とC12の比率によって決定されます。
化石源からのプラスチック、たとえば石油はもはやC14を含んでいません。
一方、バイオマスからのものはC14を含んでいます。
この比率を使用することにより、バイオプラスチックのバイオベースの含有量を決定することができます。
バイオプラスチックのバイオベースの含有量が多いほど、カーボンフットプリントは低くなります。
いくつかの国際規格では、持続可能性ラベルの認証を取得するために、バイオベースの最小値が必要です。}
バイオプラスチックという用語は原材料の起源を指し、プラスチックの生分解性は使い捨て環境で廃棄物になったときの挙動を指します。
プラスチックが微生物の活動によって分解し、CO2、水、バイオマスに分解する場合、その処分環境ではプラスチックは生分解性であると述べられています。
プラスチックがASTMD5538、ASTM 5988、ISO 17556、ISO 14851などの生分解性であるかどうかを、特定の管理された廃棄堆肥化環境で同時にテストするために、さまざまな国際規格を使用できます。
生分解性は、プラスチックパッケージがその環境で堆肥として機能するための要件の1つです。
その他の特定の要件は、EN13432またはASTMD6400のパッケージングの堆肥化規格に記載されています。
澱粉ベースのバイオプラスチック
でんぷんは、植物中の多糖類の最大の備蓄物であり、さまざまな実用的な用途を持つ再生可能な材料です。
でんぷんは生分解性で低コストで製造され、熱可塑性を備えています。
デンプンの植物源は種子、根、塊茎であり、デンプンは顆粒として知られる組織化された構造で存在します。
でんぷん粒は冷水に溶けません。
デンプンの主な商業的供給源はトウモロコシ、ジャガイモ、タピオカですが、デンプン、野菜、マメ科植物も非常に多い種も多数あります。
デンプンの挙動は、植物源、顆粒サイズ分布、形態に依存します。
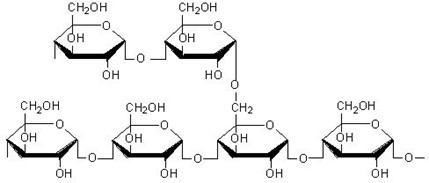
デンプン粒は、アミロース、線状D(1-4)グルカン、およびアミロペクチングリアン(1-4)の2つの主成分で構成され、追加の分岐がグリカン(1-6)を形成します。
アミロース高分子の平均分子量は20〜200万で、アミロペクチンは1〜4億です。
図2に示すようにアミロイドとアミロペクチンの比率は、植物性デンプンの供給源によって異なります。
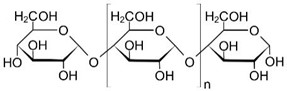
アミロース
アミロペクチン
図2アミロースとアミロペクチンの化学構造
さまざまな植物のアミロースレベルは約30%です。
デンプン粒(サイズ1〜100ミクロン)は、結晶性またはアモルファスの固体構造を持っています。
結晶成分(サイズ9-10 nm)は主にアミロペクチンによって形成されますが、アモルファス部分はアミロースとアミロペクチンの両方で構成されます。
X線散乱法により、デンプン粒の組織化された糸状ストランドの構造が特定されました。
つまり、トウモロコシなどのさまざまな穀物のA型結晶と、タピオカやジャガイモなどのさまざまな塊茎のB型結晶です。
タイプAは、各二本ねじストランド構造の間に水分子を詰め込んだ大規模なパッキングを採用していますが、タイプBの場合、パッキング配置は、スレッド間の水分子が多く詰め込まれていません。
水の存在下で加熱すると、2つの高分子のパッキングが不規則になります。
加熱が長く続くと、顆粒でんぷんが膨潤し、結晶化度が失われ続けます。
そして、2つの高分子はより集中的に水と結合します。
澱粉は非常に吸湿性があり、化学的に中性であり、水と非常に簡単に揺れます。
デンプン粒は親水性であり、表面のヒドロキシ基は、水からの水素結合を介して強力な分子間会合を形成することができます。
その結果、ガラス転移温度Tgは含水量によって変化します。
天然でんぷんンのガラス転移温度Tgは、水分含有量が12〜14重量%の場合60〜80℃の範囲です。
でんぷんはさまざまな環境条件下で完全に生分解され、微生物や酵素の活性によってグルコースに加水分解されます。
でんぷんに対する微生物の完全な代謝の結果は二酸化炭素と水です。
澱粉自体はプラスチック加工pyirantiで加工するのが難しく、機械的安定性と最終製品の寸法が低くなっています。
したがって、生分解性を維持する市販製品を製造するには、デンプンを生分解性熱可塑性ポリマーとブレンドする必要があります。
生分解性ポリマーを含むデンプン化合物
デンプン混合物を、疎水性であるPLA(ポリ乳酸)などの他のポリマーと均質化するための主な問題は、界面相互作用が低いことです。
それらは互換性がなく、これは混合物の低い機械的特性によって示されます(Wang N. et al、2008)。
可塑剤としてグリセロール、ソルビトール、尿素、ホルムアミド、水が使用されており、これにより分子間と分子内では、水素結合によりTgが減少し、でんぷん-PLAの分散プロセスが増加します。
PLAとでんぷんの適合性を向上させるには、適切なコンパレータを追加する必要があります。
同様に、混合プロセスでは、熱可塑性デンプンであるTPSの形成を通じて、デンプンがゼラチンを生成するのに十分な水と結合してPLAとの相互作用親和性を高めることを保証する必要があります。
表1は、TPS / PLAのガラス転移温度と機械的特性を示しています(Martin and Averous 2001)
TPSの内容(wt) | Tg (C) | 抗張力 | 休憩時の伸び |
% | PLA TPS | (Mpa) | (%) |
100 (TPS1) | – 10 | 3.4 | 152.0 |
90 (TPS1) | 47 NF | 2.9 | 48.8 |
75 (TPS1) | 53 NF | 4.8 | 5.7 |
100 (TPS2) | – 43 | 19.5 | 2.8 |
90 (TPS2) | NF NF | 14.1 | 1.3 |
75 (TPS2) | NF NF | 12.0 | 2.4 |
0 | 58 – | 68.4 | > 550 |
TP1とTP2は、TP1では18%と12%、TP2では10%と16%のグリセロールと外来水分の含有量が異なります。
一般に、混合物の引張強度および/または破断点伸びが低く、TPSとPLAの非互換性を示しています。
表2.TPS / PCLブレンディング(Martin and Averous、2001)
TPSの内容(wt | Tg (C) | 抗張力 | 休憩時の伸び |
% | PCL TPS | (Mpa) | (%) |
100 (TPS1) | – 8.4 | 3.3 | 126.0 |
75 (TPS1) | 31.0 | 5.9 | 62.6 |
100 (TPS2) | – 43.4 | 21.4 | 3.8 |
75 (TPS2) | 41.0 | 10.5 | 2.0 |
60 (TPS2) | NF | 9.0 | 1.3 |
0 | -61.5 – | 14.2 | 0.9 |
他の生体高分子とデンプンをブレンドする際の主な問題は適合性です。
これはデンプンの親水性のためであり、したがって化学的に修飾されたデンプン相溶化剤を使用するための戦略が必要です。
化学修飾は通常、ヒドロキシル基の化学反応によって行われます。
そして、使用される技術は、共重合グラフト化、またはグラフト共重合です。
このようにして、PCLまたはPLAは、デンプン高分子の–OH基のH置換を介してデンプンにグラフトされます。
PLAグラフトを取り付けるには、デンプン基質に直接インシンL-ラクチドを開口させます(Chois et al、1999; Dubois et al 1999; Luu et al、2009)。
澱粉-g-ポリ(ビニルアルコール)は、電子ビーム照射技術を用いたグラフト化により酢酸ビニルグラフトを共重合させることにより製造されます(Chen et al, 2008; Xu et al, 2008).。
生分解性プラスチックとの澱粉ベースの配合は、二軸または一軸スクリュー押出機のいずれかを使用して、その押出機で混合物を可塑化することによって実行されます。

図3.コニーダー単軸押出機
シングルスクリュー押出機は、バレルのキャビティ内で回転する1つのスクリューで構成されています。
材料と、バレルの壁およびバレルに最も近いスクリューの側面との間に発生する摩擦が、押し出しプロセスメカニズムの基礎となります。
材料がバレルの壁に対して滑りやすい場合は、ネジを回しても材料に前方への推力は発生しません。
材料は、ネジの回転に続いて所定の位置でのみ回転します。
このプロセッサの機能は、バレル壁に対する材料の摩擦の変化に対して行うことができるバリエーションに依存します。
ポリマーは一般に、温度に対して摩擦係数を大幅に変化させます。
でんぷんは水分を多く含み、可塑剤として水分の存在が必要ですが、限られた温度変化で摩擦係数を調整することは困難です。
そのため、この通常型の単軸押出機はでんぷん加工には使用できません。
マイジングエリアのバレル壁に沿ってピンが走るシングルスクリュータイプで、スクリューを水平方向に前後に動かす(往復運動させる)機能により、でんぷん加工が可能です。
摩擦を増やすには、バレル壁の図3のピン設計を参照してください。
また、スクリューが回転することなく前後に移動できる場合の混合能力も向上します。
その結果、通常の単軸スクリュータイプよりも材料の流れが安定します。
このピンを備えた単軸スクリュー押出機の圧力は、スクリューとバレル壁の間の体積が増加するため、より小さくなります。
このタイプの押出機は、コニーダーとして知られています。
一方、図4に示すように、二軸交差反転ローターは二軸スクリュー押出機の主要コンポーネントです。
でんぷんなどの材料を加工するためには、検索量の増加を避ける必要があるため、搬送特性のあるスクリューが必要です。
ただし、プラスチックに比べて非常に大きい粘度の問題を補うために圧力が必要であるため、圧力は2本の糸または複数の糸の形で加える必要があります。
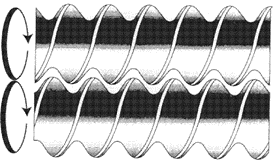
図4.押出機のダブルスクリュー
キャッサバからのENVIPLAST、デンプンベースのバイオプラスチック
キャッサバの澱粉、ポリオールタイプの可塑剤、非従来型のポリマー、および相溶化剤の配合からなる樹脂ペレットは、二軸スクリュー押出機になり、その後、インフレーションフィルムマシンで処理されます。
次に、得られたフィルムバッグを、その機械的特性、密封能力、包装としてのバリア特性、毒性および生分解性について試験した。
パッケージとしてのこのバッグの特徴の1つは、BOPP(二配向ポリプロピレン)と比較して約0.024 ml / 100in2日(Saptorahardjo、A、2014)の非常に低い酸素透過率です。
従来のプラスチックは約103 ml /100in2日でよく使用されています。
表3に示すように、フィルムとしてのEnviplastの引張強度は約12 MPaで、伸びは145%でした。
Enviplastのいくつかの機械的特性をHDPEの機械的特性と比較します。
表3.Enviplastの物理的特性の測定
ENVIPLAST® | HDPE | |
密度(g /cm³) | 1.27 – 1.32 | 0.95 |
引張強さ(MPa) | 12 – 18 | 25 |
破断点伸び(%) | 225 – 300 | 500 – 600 |
表面抵抗率(オーム/ cm2) | 10 7.5 – 1010 | 1014 – 1015 |
欧州規制委員会(EC)No440 / 2008のOECD急性経口試験方法No423に基づくと、Enviplastバッグには急性毒性の可能性がありません。
生分解性試験はEN13432を参照しており、Enviplastは90%を超える生分解性レベルを示しているため、堆肥化試験で180日以内に90%の生分解性を達成する必要がある生分解性試験に合格しています。
この呼吸測定テストの結果を図5に示します。
表面抵抗値が比較的低いことは、この材料が、たとえば電子材料のパッケージングなど、電荷の散逸特性に対しても帯電防止特性が必要な状況で使用できることを示しています。
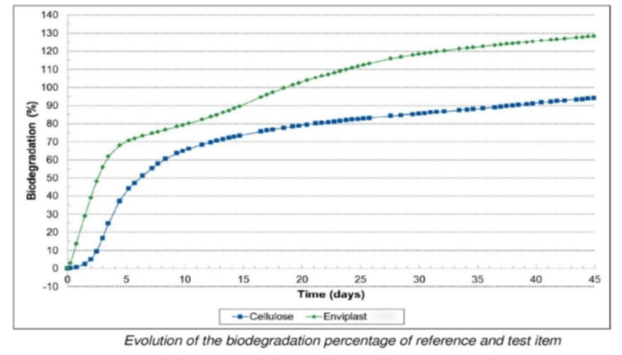
図5.呼吸測定法による参照セルロースと比較した%Enviplast生分解の測定結果
修正が必要な問題は、湿度の変化に対する機械的特性の感度、老化の問題、つまり低湿度でのデンプンからの結晶相の戻り、および比較的低温。
結論
バイオプラスチックの使用は、生物学的供給源に基づく原材料供給源の定義を指し、それらのバイオベース含有量によって測定されます。
一方、生分解性の尺度は、標準化された時間間隔での微生物の活動による分解プロセスによって、CO2にどれだけ変換できるかです。
バイオプラスチックが生分解性であると宣言するときの環境コンパートメントは、土壌コンパートメントで生分解性であるバイオプラスチックは水生環境では完全に非生分解性である可能性があるため、記載する必要があります。
配合によるバイオプラスチックの製造プロセスは、押出機で可塑化プロセスを経るバイオプラスチックの能力に依存しています。
バイオプラスチックをEnviplastなどのパッケージに変換する高度なプロセスは、デンプンの配合と可塑剤の成分、適合性、および他の二分解性材料の存在によって決まります。
参考文献
Andrady, A.L. (2003). In Plastic and the environment (ed. A.L. Andradiy) West Sussex, England: John Wiley and Sons
Andrady, A.L. (2011), Micriplastics in the marine environment, J.marpolbull.62, 1596-1605
Andrady, A.L. and Neal, M.A. 2009).Applications and societal benefits of Plastic. Phil.Trans. R.Soc. B.364
Chen L., Xie Z.G. Zhuang X.L., Chen X.S.,Jing X.B (2008): Controlled Released of urea encapsulated by starch g-poly(LLactide), Carbohydrate Polymer, 72,
Choi E-J., Kim C-H., Park J-K (1999). Structure-property relationship in PCL/starch blend compatibilized with starch-g-PCL copolymer. Journal of Polymer Science Part B; Polymer Physics, 37
Cole M, Lindeque P, Fileman E, Halsband C, Goodhead RM, et al. (2013) Microplastic ingestion by zooplankton. Environmental Science & Technology 47: 6646–6655. doi:10.1021/es400663f
Dubois P., Krishna M.,Narayan R (1999).: Aliphatic polyesther grafted starch-like polysacharide by ring-opening polymerization. Carbohydrat Polymer 40
Jambeck J.R.Gryer R., Wilcox C., Siegler T.R., Perryman M., Andrady A., Narayan R., Law K.L. (2015) Plastic waste input from land into the ocean. Science 347, No 6223.
Lu, D.R., Xiao, C.M. dan Xu, S.J. (2009): Starch– based completely Biodegradable polymer material, eXPRESS Polymer Letter, 3, No 6
Martin O., Averous L. : Poly(lactic acid) (2001): Plastication and properties of biodegradable multiphase syatem. Polymer, 42,
Wang N., Yu J.G., Chang, P.R., Ma X (2008)..: Influence of formamide and water on the properties of thermoplastic starch/poly(lacyic acid) blend. Carbohydratre Polymer 71
Saptorahardjo A. (2016) : Masterbatch additive in thin walled thermoforming cups., Ami Plastic Asia Masterbatch Conference Singapore.
Saptorahardjo A., (2015), Cassava Starch-based Bioplastic, Conference In a Potential Solution for Microplastic Problem, Microplastic in the Environment, Source, Impact &Solution, Cologne.
Thompson R.C., Moore C.J.,vom Saal,F.S., Swan S.H. (2009) Plastic, the environment and human health: current consensus and future trends Phil.Trans.R.Soc 364,2153-2166.
∼~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
翻訳に関しては完璧ではありません。
もし、原本が必要の場合は,お気軽に下記にお申込み下さい。
(株)エムケーラボラトリーズ
電話:0263-26-7588 ファックス:0263-26-7518
Email: helppthisismk.co.jp
新着5件
新着5件
Feedを登録して情報をすばやく取得!
![]()






